







现象:风机和电机的转数正常,风机运转无异常现象,电机输入电流与电机的额定电流相差较大,各送(排)风口风量小。
原因分析:
(1)空调器内的空气过滤器、表面冷却器、加热器堵塞;
(2)总风管或支风管的风阀关闭;
(3)风阀质量不高,局部阻力过大;
(4)设计选用的空调器不当;
(5)设计选用的风机全压和风量过小。
防治措施
(1)风机运转前,空调器内应清扫干净,对初效过滤器进行清除,通风管道加工,减少空气的阻力;
(2)测定总风量时,首先应将各支管及风口风阀全部开到位置,然后根据风机的电机运转电流将总风阀逐渐开至位置(以不超过电机额定电流为准)。
(3)对风阀质量有怀疑时,应从系统中拆下,检查风阀的叶片与联杆是否有脱落现象;
(4)对风管系统检查产生局部阻力较大的部位,并根据实际情况提出改进措施,芜湖通风管道,以减少风机的压力损失;
(5)空调器内的气流速度应保持在一定范围内,设计时考虑的表冷器或加热器的冷热负荷,尤其不应忽略气流速度过大增加的动压损失。

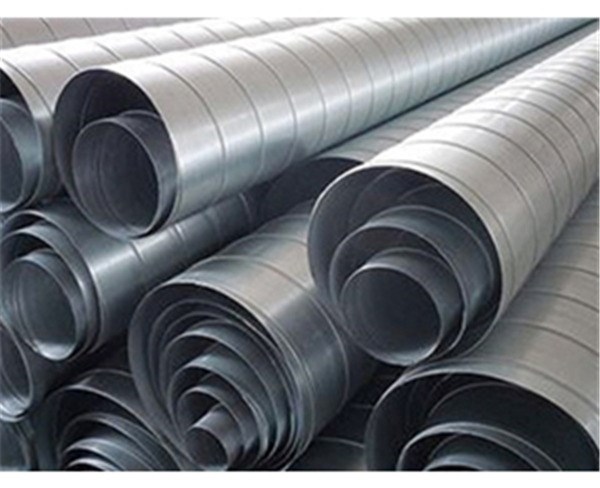
浅析通风管道制作加工
通风管道作为修建中重要的一种通风设备被广泛应用,它是为了使空气流通,镀锌板通风管道,降低有害气体浓度的一种市政基础设备。下面,就让合肥通风管道小编来跟我们说说通风管道制造加工的相关事项。
1、核对资料和规格是否契合规划要求,原料证明和合格证是否完全,有开裂缩孔、起皱、分层等缺点,应回绝运用。
2、焊条要求:焊接碳素钢的焊条选用E4303焊条,焊接16Mn钢板的焊条选用E5016焊条。当16Mn钢与碳素钢接缝处E4316焊条。焊条运用之前,应按说明书进行烘干,并在运用中保持枯燥,焊条药皮应无掉落和显着裂纹。
3、卷焊管材壁厚≥ 6mm应在下料时,打好坡口,用坡口机加工坡口。
4、先做压头处理,再进行卷制。
5、依据卷管直径制造校圆样板,弧长为管子周长的1/6~1/4,不贴合空隙契合规定要求。

6、管子、管件组对时,应检查坡口质量。并对坡口内外侧进行整理,有锈垢可选用砂轮机磨光。
7、壁厚不同的管子对焊时,两管壁厚之差不得大于管壁厚度的15%,并不得超越3mm。
8、不同直径的管子对焊时,可将大管焊接端抽条加工成大小头,也可选用钢板制造大小头。
9、正式施工焊的资料焊接工艺相同。
以上就是合肥通风管道小编对于通风管道制作加工的事项的相关介绍,希望能对大家有所帮助,如果您有购买通风管道的需求,请联系星空·体育登录入口最新版 ,我们将竭诚为您服务!
在噪声控制要求高的场合,镀锌通风管道,应选用低噪声通风管道设备。不同型号的通风管道设备在同一的风量、风压下、机翼型叶片的离心通风设备噪声小,前向版型叶片的离心通风设备噪声大。适当降低通风设备的转速。通风设备的旋转噪声与叶轮圆周速度10次方成比例,涡流噪声与叶轮圆周速度6次方(或5次方)成比例。故降低转速可降低噪声。
设计通风系统时,应尽量减少系统的压力损失。当通风系统的总量和压力损失较大时,可将其分为小系统。气流在管道内的流速不宜过高,以免引起再生噪声。确定管道内气流流速应根据不同要求按有关规定选取。




 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


