






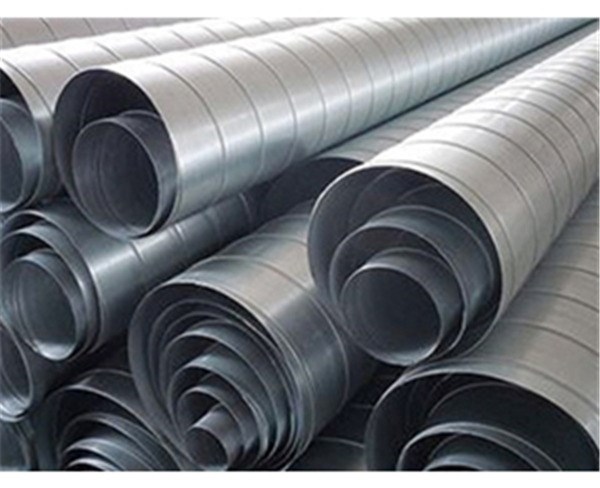
现场设备人员既要有风管设备的经验,又要知道风管的制造工艺。因此,如果现场风管设备有轻微误差,可以及时处理。风管制造完成后,有必要在厂家处现场组装风管,并编制与相关轴线和出风口相匹配的编号,然后在图纸上按相同顺序编制编号。单位应按此对施工设备进行编码,更方便,合肥风管,减少误差。这些是玻镁复合风管的主要制造考虑因素。我们需要按照指示进行正确的操作。如果我们在生产过程中有任何问题,铁皮风管,请随时联系我们。


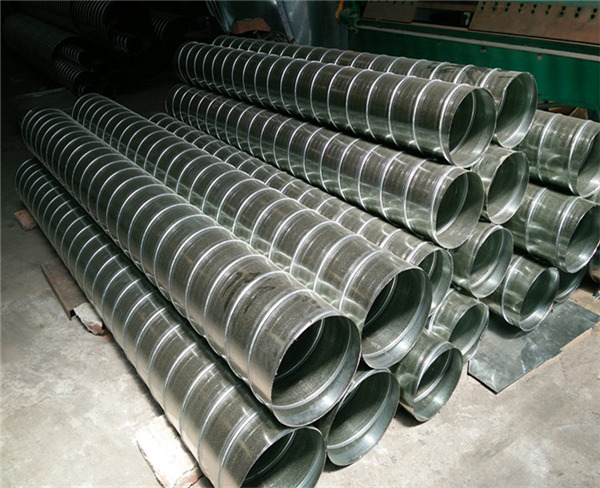
风管加工:若翻边四角开裂,应采用锡焊或密封胶填补,防止风管漏风风管板材厚度小于1.2mm时可以采用联合角或按扣式咬口,大于1.2mm时采用焊接。风管成型后与法兰连接采用铆接,铆钉距风管壁距离不得大于50mm,各铆钉间距不得大于150mm。风管的加固。平面加固是将加固支撑按需加强风管的边长用砂轮切割机下料,风管安装,切断DN15镀锌管。在镀锌管两端,各放入60mm长圆木条。用夹钳将圆木条固定在镀锌管两端。按设计要求用钢尺在风管面确定加强点风管保温工艺要求:按设计或规范要求选择保温材料。下料要准确;切割面要平齐,在裁料时要使水平垂直面搭接处以短面两头顶在大梁上。涂胶厚度要均匀,不得堆积、流淌,星空体育下载入口app ,保温材料铺覆粘接紧密,无空鼓。

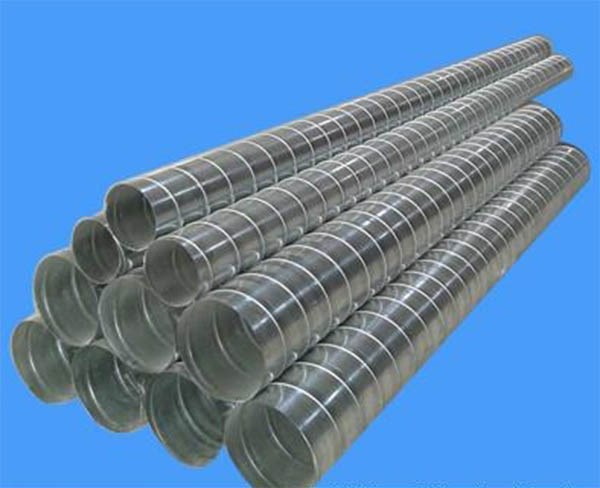
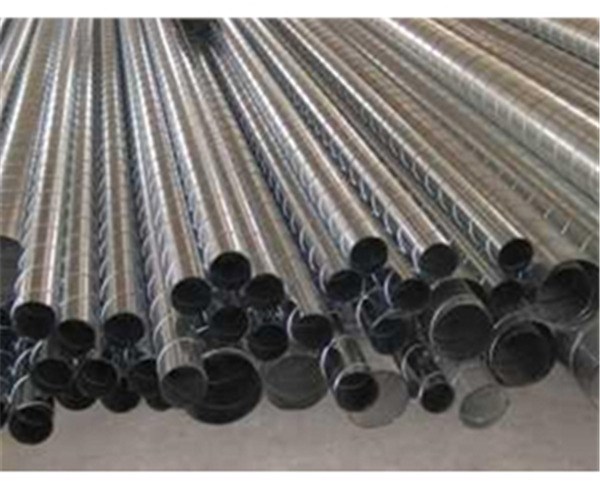
风管压降低:众所周知,圆形风管的风阻比矩形风管的风阻要小得多。精密的咬口成型工艺:进口设备所采用的模具均为特种钢材结构,即使使用了三五年,其压制模具的表面仍保持不变,使得镀锌钢板的表面不受损伤,大大的延长了风管的使用寿命,同时接缝均匀平整、咬口紧密、连接力强、密封性好。安全密封圈防漏系统精巧的螺旋压制楞筋工艺使螺旋风管具有承受压力的强度。




 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


