







风管施工质量控制管理:制作风管时为保证风管制作后的强度,在下料时粘合处有一边要保留20mm铝箔做护边;做好现场板材和预制管的成品保护工作;吊装风管,淮南风管,在风管下安装横担和防震垫,用平垫、弹垫、螺母固定横担。按设计要求安装连接风管、通风系统部件,对金属法兰和金属通风部件做绝热处理。风管加工要点:检查风管板材放样是否符合风管制作任务单的要求,通风管道厂家,划线是否正确,板材有否损坏。检查刀具刀片安装是否牢固。检查刀片伸出高度是否符合要求。

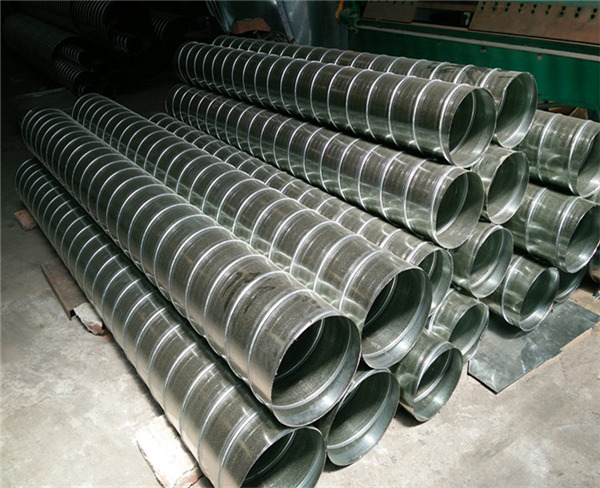
风管加工:根据风管长边尺寸进行合适的选料。按正确的放样进行制作。风管翻边时,翻边应留有不小于6mm的余量,翻边不能遮住螺栓孔,咬口边要用剪刀进行倒角或开角,且不开裂,形成弧形翻边。风管加工要点:角度切割时,要求工具的刀片安装时向左或向右倾斜45°,以便切出的“V”型槽口成90°,便于折成直角。切割时刀具要紧贴靠尺以保证切口平直并防止切割尺寸误差。风管的加固。平面加固是将加固支撑按需加强风管的边长用砂轮切割机下料,切断DN15镀锌管。在镀锌管两端,各放入60mm长圆木条。用夹钳将圆木条固定在镀锌管两端。按设计要求用钢尺在风管面确定加强点

风管保温具备的条件:确认风管上方管道、电气、消防等专业施工基本结束,以免大量交叉作业破坏保温。风管系统安装完毕,经自检质量合格,风管加工,并向监理报验合格,通风管生产厂家,办理完隐蔽工程检查记录。空调系统漏风量、透光测试合格。风管加工要点:角度切割时,要求工具的刀片安装时向左或向右倾斜45°,以便切出的“V”型槽口成90°,便于折成直角。切割时刀具要紧贴靠尺以保证切口平直并防止切割尺寸误差。风管连接:主风管上直接开口连接支风管可采用90°连接件或其他专用连接件,连接件四角处;应涂抹密封胶,主风管与柔性风管的连接应注意将环状止口顶在复合板上,再扳边固定。





 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


