







风管加工:根据风管长边尺寸进行合适的选料。按正确的放样进行制作。风管翻边时,翻边应留有不小于6mm的余量,螺旋风管加工厂,翻边不能遮住螺栓孔,咬口边要用剪刀进行倒角或开角,且不开裂,形成弧形翻边。风管的加固有两种方法。一种是角加固,不锈钢螺旋风管,一种是平面加固。风管边长>400mm时采用平面加固;250≤边长≦400mm时采用角加固风管系统安装完毕后,应按系统类别进行严密性检验。检测应采用具有一定强度的安全光源。手持移动光源可采用不低于100W带保护罩的低压照明灯,或其他低压光源。

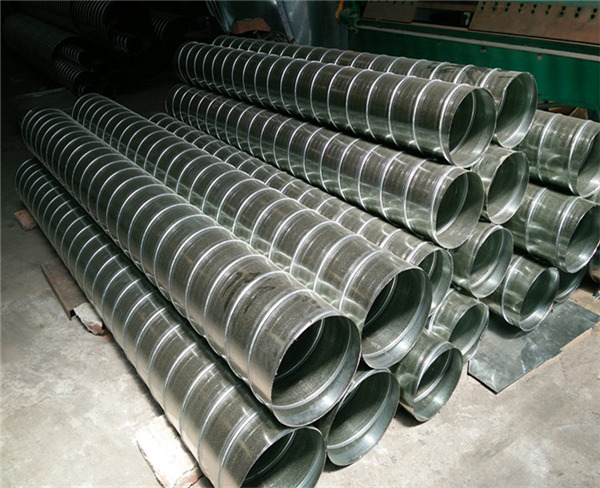
风管施工质量控制管理把握以下几点:采用的风管制作板材和法兰制作型材要符合规范和设计要求。风管制作及部件制作的工艺质量要符合要求。成品管的保护工作。风管加工要点:检查风管板材放样是否符合风管制作任务单的要求,划线是否正确,板材有否损坏。检查刀具刀片安装是否牢固。检查刀片伸出高度是否符合要求。风管加工:根据风管长边尺寸进行合适的选料。按正确的放样进行制作。风管翻边时,翻边应留有不小于6mm的余量,翻边不能遮住螺栓孔,咬口边要用剪刀进行倒角或开角,铜陵螺旋风管,且不开裂,形成弧形翻边。


不靠墙、柱安装的水平风管宜用托底吊架,螺旋风管厂家,垂直风管应采用抱箍支架,风管b>800mm应加双螺帽。并在转角处、顶端、末端设置防晃支架支架不得设置在风口、阀门、检查孔及自控机构处。吊架不宜直接固定在法兰片上。矩形风管抱箍支架应紧贴风管。如保温风管,应留有保温厚度浸沥青的木块风管吊架应平直、螺纹应光洁、吊杆拼接可采用焊接。长度不应少于吊杆直径的六倍,并应在两侧焊接。风管加工要点:角度切割时,要求工具的刀片安装时向左或向右倾斜45°,以便切出的“V”型槽口成90°,便于折成直角。切割时刀具要紧贴靠尺以保证切口平直并防止切割尺寸误差。





 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


